+86 185 4892 6888

Metal Şekillendirme Kalıpları
Oluklu Boru Bağlantı Üniteleri
Şekillendirilebilir Demir Boru Bağlantıları
Valf
Standart Bileşen&Parça
Kütil Demir Borular ve Bağlantı Üniteleri
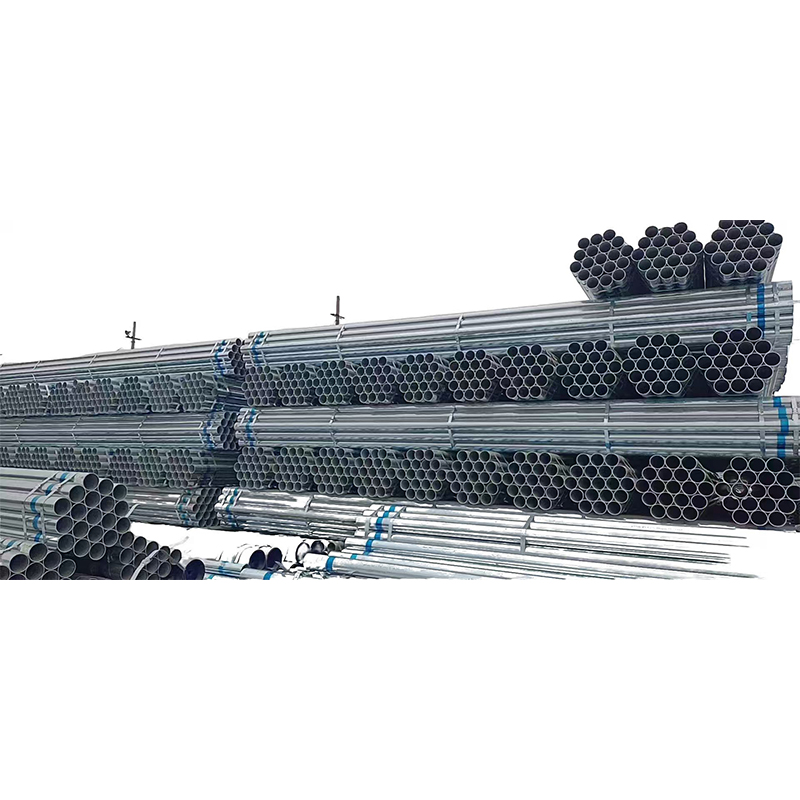
Çelik Boru
Metal Şekillendirme Kalıpları
I. Temel Tanım ve Temel Fonksiyon
Kalıp, ham maddeleri (metal, plastik, kauçuk vb.) belirli bir yapısal form aracılığıyla sabit boyut ve şekillere sahip ürünlere dönüştüren bir araçtır. Temel işlevi, standartlaştırılmış, seri üretim ve yüksek hassasiyetli üretimi sağlamaktır; üretim endüstrisinin "ana makinesi"dir. Temelde, tasarım çizimlerini fiziksel ürünlere dönüştüren ara taşıyıcıdır. Dış kuvvetler (basınç, sıcaklık, enjeksiyon kalıplama vb.) ham maddelerde fiziksel/kimyasal değişikliklere neden olur ve nihayetinde kalıp boşluğuna benzer bir ürünü çoğaltır. Kalıplar, otomobil, elektronik, boru ve ev aletleri endüstrilerinde yaygın olarak kullanılır.
İlgilendiğiniz boru endüstrisinde, kalıplar çelik boru fitmanları (örneğin, iç dişli boru birleşimleri, esnek boru bağlantıları) ve plastik borular gibi çekirdek bileşenlerin üretiminde kilit ekipmandır. Örnekler arasında, süvik demir boru bağlantı parçaları için kum kalıpları ve galvanizli çelik boru bağlantı için dövme kalıpları bulunur; bunlar ürünün boyutsal doğruluğunu ve görünüm kalitesini doğrudan belirler.
II. Çekirdek Sınıflandırma (Boru Hattı Endüstrisi Uygulamalarıyla İlgili Kalıplama Malzemeleri ve Süreçlerine Dayalı)
Hammadde türleri ve kalıplama süreçlerindeki farklılıklara dayanarak, kalıplar birkaç kategoriye ayrılabilir. Boru hattı ve montaj üretimiyle en ilgili türler şunlardır:
1. Metal kalıp kalıpları (boru hattı bağlantı için çekirdek kalıplar)
Bunlar, metal hammaddeler (karbon çelik, süvik demir, paslanmaz çelik vb.) için basınç işlemi veya döküm süreçleriyle kullanılan çelik boru montaj üretimi için çekirdek kalıp türleridir.
Döküm Kalıpları:
Çekirdek Proses: Erimiş metal (örneğin süvik demir sıvısı) kalıp boşluğuna enjekte edilir ve soğuduktan sonra döküm elde edilir.
Boru Hattı Endüstrisi Uygulamaları: Sünek demir boru bağlantı organları (dirsekler, tees) üretimi için kum kalıpları (reçine kum kalıpları, kayıp köpük kalıplar), boru bağlantısının iç duvarının pürüzsüzlüğünü sağlamak ve GB/T 13295 standardının boyut toleransı gereksinimlerini karşılamak için "boşluk pürüzsüzlüğü ≥ Ra6.3μm" gereksinimini karşılamalıdır.
Temsilci Tipler: Kum kalıpları, metal kalıplar, DN80'den DN2600'e kadar büyük çaplı boru bağlantı organlarının seri üretimine uygundur.
Dövme Kalıpları:
Çekirdek Prosesi: Isıtılan metal billetlere yüksek basınç uygulanarak kalıp boşluğunda plastik olarak deforme hale gelmelerine neden olur;
Boru Hattı Endüstrisi Uygulaması: Şekillendirilebilir boru bağlantı parçaları (örneğin iç dişli boru birleşimleri gibi) üretmek için dövme kalıpları; iki aşamalı "ön dövme kalıpı + son dövme kalıpı" yöntemiyle boru dişinin hassasiyetini sağlamak için (GB/T 7306 boru dişi standardına uygun), çekme dayanımı ≥375MPa; Kalıp Türleri: Sıcak dövme kalıpları, soğuk dövme kalıpları, DN15'ten DN100'e kadar küçük çaplı, yüksek hassasiyetli boru bağlantı organlarının üretimine uygundur.
Damgalama kalıpları:
Çekirdek Prosesi: Metal levhalara (örneğin çelik plakalara) delik presi kullanılarak kesme, bükülme ve şekillendirme için baskı uygulanır;
Boru Hattı Endüstrisi Uygulaması: Çelik boru flanşlarının üretimi için damgalama kalıpları, "flanş boşluklarının" seri üretimini mümkün kılarak yalnızca DN50-DN600 flanşlarının hızlı üretimi için uygun olan cıda deliklerinin daha sonra işlenmesini gerektirir.
2. Plastik kalıp kalıpları (plastik borular için kalıplar)
Plastik boru ve bağlantı organlarının üretiminde kullanılan plastik hammaddeler (PVC, PE, PPR vb.) için (örneğin PVC su boruları, PE gaz borusu bağlantı parçaları):
Ekstrüzyon Kalıpları:
Çekirdek Prosesi: Plastik granüller ısıtılıp eritilir, ardından bir ekstruder aracılığıyla kalıp boşluğuna sürekli olarak ekstrüze edilir ve soğuduktan sonra uzun şerit şeklinde ürünler oluşturur;
Boru Endüstrisi Uygulaması: PVC-U drenaj boru üretimi için ekstrüzyon kalıpları, GB/T 5836.1 standardına uygun olarak boru duvar kalınlığının (sapma ≤%10) sağlamak için "kalıp sıcaklığı ±5°C" kontrolünü gerektirir;
Avantajlar: Sürekli üretim mümkündür ve DN16-DN630 plastik boruların seri üretimi için uygundur.
Enjeksiyon Kalıpı:
Çekirdek Süreç: Erimiş plastik, yüksek basınç altında kapalı bir kalıp boşluğuna enjekte edilir. Soğuduktan sonra kalıp açılır ve ürün çıkarılır.
Boru Endüstrisi Uygulaması: Plastik boru bağlantı parçaları üretimi için enjeksiyon kalıpları (örneğin PE tee'leri ve PPR dirsekleri), ürünün kalıpta yapışmasını önlemek ve boru montajının sızdırmazlık yüzeyinin düzlüğünün ≤0,1mm/m olmasını sağlamak için 1°-3° çekim açısı gerektirir.
III. Temel Üretim Süreçleri ve Kalite Gereksinimleri
Kalıpın üretim hassasiyeti doğrudan ürün kalitesini belirler. Dört temel aşama gerektirir: tasarım, işleme, ısı işleme ve denetim; özellikle katı boyut toleransı ve yüzey kalitesi gereksinimlerini karşılamak:
Tasarım Aşaması: Ürün çizimlerine (örneğin çelik boru bağlantı organlarının 3D modelleri gibi) dayanarak, kalıp yapısı tasarımı CAD/CAM yazılımı (AutoCAD, UG) kullanılarak yapılır. "Metal küçülmesi (süvik demir için %1,2-1,5 büzülme oranı)" ve "plastik çekme açısı" gibi süreç parametreleri dikkate alınmalıdır. Boru montaj kalıpları için, "çalışma sistemi" (örneğin döküm kalıplarındaki kapı konumu) erimiş metal/plastik ile boşluğun eşit şekilde doldurulmasını sağlamak için dikkatlice tasarlanmalıdır; böylece boru bağlantılarında "soğuk kapanmalar" ve "büzülme boşlukları" gibi kusurlar önlenir.
İşleme Aşaması:
Çekirdek Ekipman: CNC işleme merkezi (hassasiyet ±0,005mm), EDM (Elektrik Deşarj İşleme, boşluk yüzeyi pürüzlülüğü Ra≤1,6μm), tel EDM makinesi (karmaşık boşluk işleme için uygun);
Boru Endüstrisi için Temel Noktalar: Dövme kalıplarının "dişli boşluğu", diş profili sapmasını sağlamak için "yavaş tel EDM" kullanılarak işlenmelidir ve bu da ≤0,02mm ile boru dişi sızdırmazlık gereksinimlerini karşılar.
Isı İşlem Aşaması:
Metal kalıplar "söndürme + temperleme" işlemi gerektirir. Örneğin, dövme kalıpları için kullanılan kalıp çeliği (H13 çeliği) soğutma için 1050°C'ye kadar ısıtılmalıdır ve temperlemeden sonra sertlik HRC45-50'ye ulaşarak kalıpın hizmet ömrünü garanti altına alır (≥100.000 damga/dövme döngüsü);
Döküm kalıpları için kum kalıpları, kalıplama kumunun nem içeriğini (%≤0,5) azaltmak ve dökümlerde gözenekliliği önlemek için "kurutma işlemi (sıcaklık 180°C-220°C, zaman 2-4 saat)" gerektirir.
Denetim Aşaması:
* **Boyutsal Denetim:** Bir koordinat ölçüm makinesi (doğruluk ±0.003mm) kullanarak boşluk boyutlarını kontrol edin. Örneğin, süvik demir boru montaj kalıbının "soket çapı toleransı" ±0,2mm içinde kontrol edilmelidir.
* **Yüzey Denetimi:** Boşluğun iç duvarını endoskop ile inceleyin. "Çizik ve çapak" gibi kusurlara izin verilmez, bu da boru bağlantısının yüzey düzgünlüğünün standartlara uygun olmasını sağlar.
Temel Avantajlar ve Seçim Hususları
1. Temel Avantajlar (Boru hattı endüstrisinde verimli üretimi desteklemek)
Seri üretim Kapasitesi: Bir döküm kalıp seti, manuel üretime kıyasla verimliliği 50 kat artırarak ≥1000 süvik demir boru bağlantı biriktirebilir ve büyük ölçekli belediye boru hattı ağı inşaatının ihtiyaçlarını karşılar;
Hassasiyet ve Stabilite: Kalıp şeklinde boru bağlantı parçalarının boyutsal toleransı ≤±0,2mm'dir; bu, manuel işlemden (±1mm) çok daha üstündür ve boru bağlantılarının sızdırmazlığını sağlar (sızıntı oranı ≤%0,01);
Maliyet Kontrollenebilirliği: Kalıp için yapılan ilk yatırımdan sonra, üretim hacmiyle birlikte birim başına maliyet azalır. Örneğin, DN200 süvik demir dirsekleri seri üretimde kalıba ayrılan maliyet toplam ürün maliyetinin sadece %5-%8'ini oluşturur.
2. Seçim Dikkate Alınması (Boru Endüstrisine Uyum Sağlamanın Anahtarı)
Ürün Eşleştirme: Boru bağlantı malzemesine göre kalıpları seçin. Örneğin, süvik demir boru bağlantı parçaları için kum döküm kalıpları ve "malzeme ve kalıp süreci uyumsuzluğu" nedeniyle ürün hurdasını önlemek için esnek boru bağlantı parçaları için sıcak dövme kalıpları kullanın.
Standart Uyum: Kalıp tasarımı, boru endüstrisi standartlarına uygun olmalıdır. Örneğin, yangın söndürme boru bağlantı parçaları üretimi için kullanılan kalıplar, yangın söndürme boru hatlarının basınç direncini etkilememek için GB 5135.11'in "sızdırmazlık yüzeyi düzlüğü" gereksinimlerini karşılamalıdır.
Yaşam Süresi Endişeleri: Metal kalıplar için, ≥50.000 döngü hizmet ömrü sağlamak için "H13" ve "Cr12MoV" gibi aşınmaya dayanıklı kalıp çeliklerine öncelik verin ve sık kalıp değişimlerinin maliyetini azaltın. Plastik kalıplar için, yüksek sıcaklıkta plastik çürüme ürünleriyle kalıp boşluğunun korozyona uğramasını önlemek için "P20" ve "718H" gibi korozyona dayanıklı kalıp çelikleri seçilir.

SSS

"Siyah" ve "galvanizli" bağlantı parçaları arasındaki teknik fark nedir?
Aradaki fark yüzey işleminde ve kullanım amacında yatmaktadır. Siyah bağlantı parçaları özel bir pas önleyici yağ ile kaplanmıştır. Bunlar öncelikle doğal gaz boru hatlarında, buhar sistemlerinde ve petrol taşımacılığında kullanılır; burada çinko varlığı (galvanizli kaplamada bulunur) soyulabilir ve hassas vanaları veya brülörleri tıkayabilir. Galvanizli bağlantı parçaları ise çinko banyosuna sıcak daldırılarak içme suyu sistemleri ve dış ortamlar için yüksek korozyon direnci sağlar. Metalurjik açıdan bakıldığında demir gövde aynıdır; kimyasal uyumluluğa uyum sağlamak için yalnızca koruyucu bariyerler farklılık gösterir.
Bir proje için "UL Listesinde" ve "FM Onaylı" aslında ne anlama gelir?
Bu sertifikalar bağımsız güvenlik doğrulamalarıdır. UL (Underwriters Laboratories), bağlantı parçalarının yapısal bütünlüğüne ve patlama basıncına odaklanır. FM (Factories Mutual), maddi hasarın önlenmesine, bağlantı parçalarının yangına ve mekanik darbelere dayanabilmesinin sağlanmasına odaklanır. Yükleniciler için, UL/FM sertifikalı bağlantı elemanlarının kullanılması, tesisatların yangın şefi denetimlerinden geçeceği ve ciddi boru arızası riski en aza indirildiği için bina sahiplerinin daha düşük sigorta primleri alabileceği anlamına gelir.
Uygulama yüzeyinin rengi değişirse ne olur?
Siyah bağlantı elemanlarının yüzeyi pas önleyici yağ ile kaplanmıştır. Yüksek nemli bir ortamda uzun süre saklanması durumunda bir miktar yüzey oksidasyonu (turuncu renk) meydana gelebilir. Bu genellikle yüzeyseldir ve "ağır hizmet" duvarlarının yapısal bütünlüğünü etkilemez. Ancak kritik uygulamalar için bağlantı parçaları silinerek temizlenmeli ve yeniden yağlanmalı veya kuruluma kadar orijinal çift duvarlı prefabrik ambalajlarında saklanmalıdır.